
日本産機新聞社/金型新聞社は、「全国製造工場名鑑」シリーズ第7段となる「甲信越・北陸編(山梨県、長野県、新潟県、富山県、石川県、福井県)」を3月中旬に発刊します。同地域は自動車、鉄鋼、電子部品、デバイス、半導体、医療、化 […]
特集 メーカーの省エネ提案
カーボンニュートラル実現に向けた動きが世界的に広がる中、製造現場でも省エネの重要性は増している。メーカーも電力使用量やCO2排出削減につながる製品の開発に力を入れる。オイルを使わないコンプレッサやエア漏れを可視化する製品のほか、製造時のCO2排出量を従来比で削減し加工時間の短縮も実現する工具など、さまざまな提案が行われている。最新の省エネに関する提案を特長や導入効果などを交え詳しく紹介する。
アクアシステム「最大冷却マイナス8度 / 濡れないミストで快適」
化学薬品工場など火気厳禁エリアでの使用を目的に、熱中症対策や静電対策として開発したのがエア駆動式『クールミスター(ACMシリーズ)』。同社のエアモーター式工場扇シリーズに後付け可能で、圧縮エアでミストを発生させ、最大冷却マイナス8度(本体から50㎝以上離れた場所)の効果が期待できるため、高温多湿な作業現場や化学プラントなどの熱中症対策、静電対策に最適だ。

同製品は水道直結ではないミストシステムを採用し、工場扇や扇風機のカバーに2つのノズルを取り付け、ニードルバルブでミスト量や風量の調整ができる。首振り機能を活用すれば、広い範囲での冷却効果も得られる。エア式・電動式(製品駆動はエア式)の両方に対応しており、ユーザーは従来機をそのまま活用し、現場の暑さ対策を行っているケースも多い。
さらに、大きな特色はミストで『濡れない』こと。一般的なミストノズルは水をそのまま霧状に噴霧するため、周囲が濡れることは常識とされているものだが、同製品はエアを含んだ状態で微粒子なミストを噴霧するため、周囲が濡れることなく快適な環境を実現する。「ミストは濡れるものという常識を覆し、微粒子なミストだからこそ気化熱ですぐ蒸発して周囲の空間を冷やすことができ、空調がなく梱包された荷物の多い倉庫や静電気を嫌う場所など、通常のミストが活用できない場所に有効」と木村匡伸社長は自信を見せる。

付属の専用タンク(オプションで10ℓ大型タンクもあり)も用意しており、ミスト量を調整すれば1ℓで8時間稼働することができるなど、節水効果も高く、ユーザーのSDGsにも貢献。
こうした強みを活かし、同製品の受注は年々上昇。今期の引き合い件数も昨年比1・2倍と大幅に増えており、「今年5月に東京ビッグサイトで開催された『2025NEW環境展』でも来場者から好評だった」と木村社長。
今年6月から労働安全衛生法の改正で職場における熱中症対策の義務化が始まっており、需要はさらに高まる可能性もある。同社ではエアモーター式工場扇シリーズにクールミスターを加えたキャンペーンを実施し、火気厳禁エリアなど多種多様な現場へ拡販を進める。
オーエスジー「消費電力量を削減 / 長時間連続で安定加工」
造業では、CO2排出量の削減が求められ、同時に自動化・長時間連続加工へのニーズも高まる中、「高性能・低炭素型転造タップ『GRT』」への注目が急速に高まっている。大企業だけでなく中小企業でもサプライヤーとしてCO2排出量の開示を求められるケースが増えていることも大きな流れだ。
同社は、工具寿命・加工精度の向上に加えて、加工時の省エネと、タップ製造時のCO2排出量削減を実現した「GRT」の開発に成功した。
切削タップでは、切りくずが発生し、その切りくずが工具の折損や加工面の不良などトラブルの原因となる。GRTは、塑性加工でねじを加工する盛上げタップなので、切りくずが発生しない。そのため、機械の一時停止や工具交換が少なく、長時間の連続安定加工を実現。これにより、自動化時に採用されるケースが増えている。
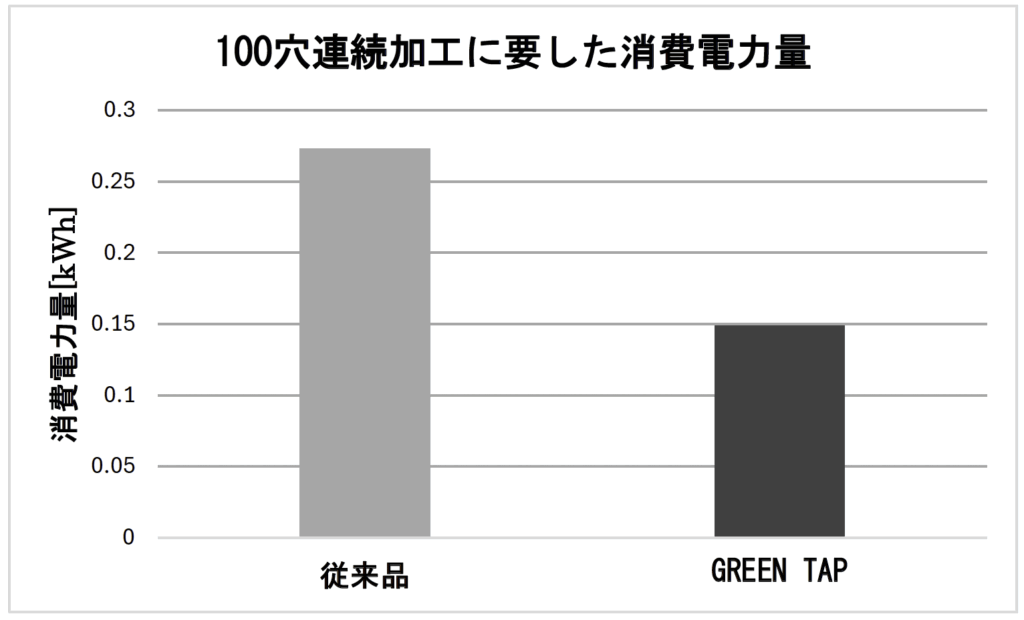
工作機械は、加工を行っていない間も待機電力を消費する。そのため、同じ穴数を加工しても、主なトラブルの要因となる切りくずが発生する切削タップに比べ、消費電力を約半分に削減できた事例もある。GRTは独自の製造方法を採用し、CO2排出量も従来比約35%削減した。
さらに、「GRT」は、解析技術を駆使し、従来の盛上げタップとは全く異なる特殊なねじ部形状を採用した。被削材の塑性流動を徹底的にCAE解析することで、刃先強度を最大限に高め、工具性能を大幅に向上。加工後のめねじ形状が良好になるタップ形状だ。
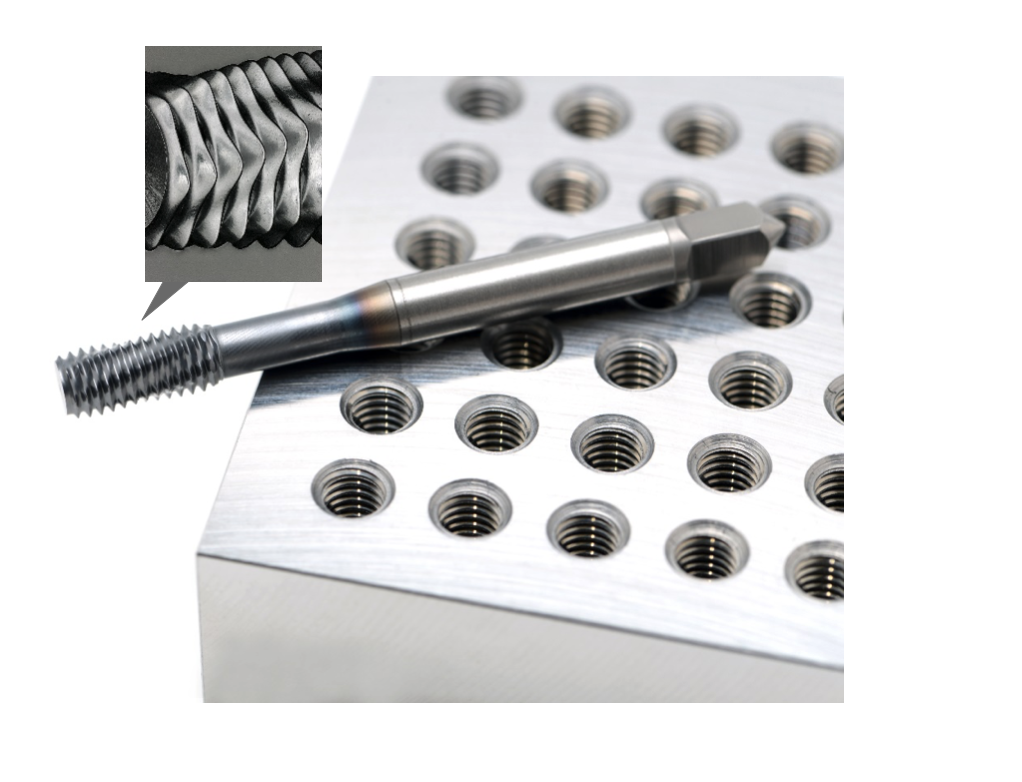
特殊な刃先形状により、心厚(断面積)を従来比で24%大きくし、工具寿命を4倍以上に向上。ねじれ強度を向上し、折損リスクを低減した。また、特殊な刃先形状は、冷却性能も高めた。それにより加工速度を1・5~2倍に上げることができ、加工時間の短縮、省エネに繋がる。
金型部品のタップ加工に「GRT」を採用したユーザー事例(被削材=SUS304、切削速度8m/分)では、M4×0・7㎜で、同社従来品が150穴に対し、「GRT」は383穴、M5×0・8㎜では、同100穴が216穴と大幅な長寿命化を実現している。
JFEアドバンテック「見えないエア漏れを見える化 / エネルギーロス削減へ一手」
JFEアドバンテックは、「MK‐770」で製造現場のエア漏れを見える化し、省エネ活動の促進を提案する。圧縮空気は多くの製造現場で不可欠なエネルギー源だが、エア漏れは目視での確認が困難で、放置されることが多い。その結果、コンプレッサーの過剰稼働による電力浪費やCO2排出の増加を招く。
同製品は、複数のセンサーでエア漏れ箇所から発生する超音波を特定する仕組み。人の耳では聞こえない40kHz帯の超音波を検出対象とするため、気体の種類を問わず、騒音の多い工場の稼働中でも使用できる。本体を対象箇所にかざすだけでエア漏れをモニター上に表示し、最大30m先までのエア漏れを検知可能。高所や狭所など手が届かない箇所の点検にも有効だ。

検知したエア漏れは写真や動画で保存可能。気体の原単価と設備稼働時間を設定すれば、漏洩量と年間損失額を自動で算出し、補修の優先順位付けや省エネ投資の判断材料として活用できる。
環境省によると、コンプレッサーの吐出圧力を0・6MPaから0・5MPaに下げると電力消費量を約9%低減できるとされている。コンプレッサーの電気代が年間270万円の場合、1年間で24万円、5年間で120万円の削減効果が見込まれる。だが、吐出圧力が下がりすぎると設備トラブルのリスクもある。そこで同製品が定期的な保全活動に役立つ。

ある金属加工メーカーでは、同製品のデモ実証で製造ラインに20カ所以上の漏れを発見し、年間約40万円の損失を把握したことで導入を決めたという事例もある。他にも「国内メーカーによる導入前後の手厚いサポート」や「海外製に比べコストパフォーマンスが高い」といった点が評価されている。
同製品は、その性能から2024年に、「気候変動アクション環境大臣表彰」を受賞。いつでも誰でも簡単に使える省エネツールとして今後も期待が高まる。
ブラザー工業「40番と比べ電力消費を80%削減 / 省エネ運転など多彩な機能」
自動車産業はEV化で大型アルミ部品の需要が高まっている。そうした市場ニーズを背景に昨年発売したのがブラザー工業の「SPEEDIO S300/500/700Xd2」。大型ワークに対応するため、前モデルに比べY軸移動量を450㎜(従来400㎜)、Z軸移動量を380㎜(オプション)に拡大させ、加工能力も主軸モータの高トルク仕様(最大トルク92N・m)、主軸ベアリング径を10%拡大した剛性向上で幅広い加工領域に対応し、従来の30番加工機の常識を覆す機種を開発した。

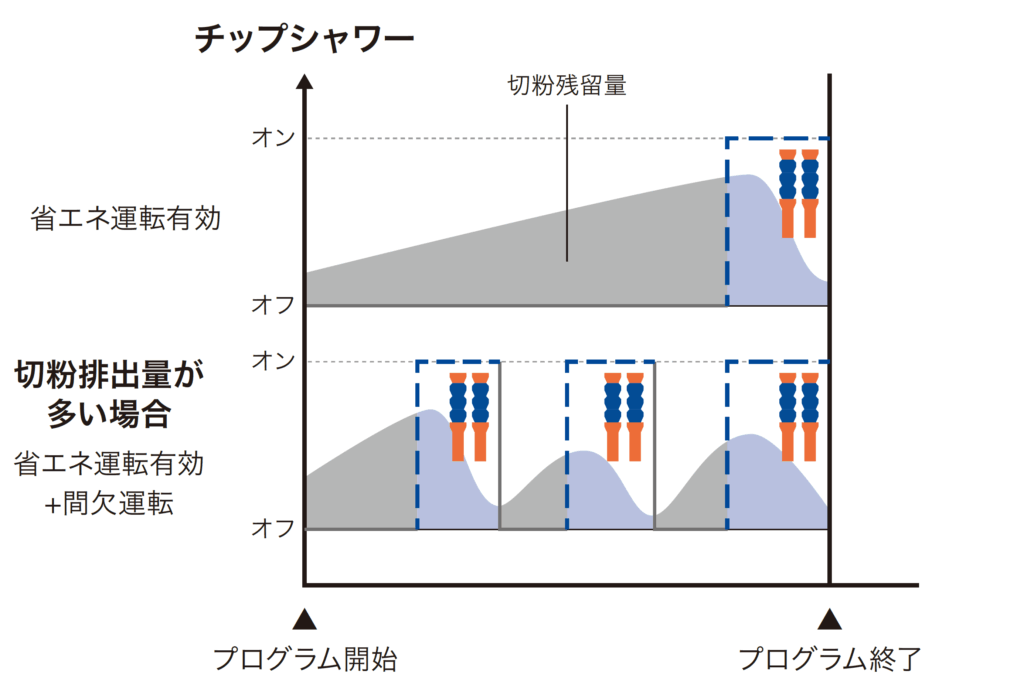
さらに、注力しているのが環境性能で、多彩な省エネ機能を追加。例えば、「チップシャワー省エネ運転」はチップシャワーポンプのオン/オフタイミングを制御する機能で、通常、加工中は切粉排出の問題でチップシャワーを連続運転させるのが一般的だが、それを切粉の排出量に合わせ、最適な間欠運転に切り替えることで消費電力の多いチップシャワーポンプの省エネに貢献。
また、「暖機レス加工支援機能」は通常1時間ほど行う暖機運転をなくすため、機内に測定ポイントを設け、加工前にタッチプローブで熱変位による誤差を計測し、変位に応じてタッチプローブの実測を間引く独自の計測処理機能で暖機運転レスを実現。8時間稼働で生産した場合、生産量を10%向上、CO2排出量を10%削減。「その他、主軸のベアリングカバー構造を見直し、エアパージ量削減などエア消費量を従来機比20%削減した」と営業企画グループ・主幹の田中正明氏は強調する。
こうした加工性能や省エネ性能が評価され、『2024年度省エネ大賞』や『2025愛知環境賞』を受賞。「40番加工機ユーザーも当社30番加工機に切り替えるケースが増えた。多彩な省エネ機能で40番加工機に比べると消費電力量を80%削減でき、省スペース化などメリットも大きい」と同グループ・スーパーバイザーの速水豊氏。今後はSシリーズやUシリーズなどが対象の省エネ補助金の提案、自社または代理店の展示会で実機によるデモ加工を通じ、ユーザーへ拡販を図る。
三井精機工業「電力測定〜最適運用を支援 / 水潤滑オイルフリー圧縮機で効果大」
三井精機工業はコンプレッサの電力測定から最適な運用提案までトータルで支援している。独自構造の水潤滑のオイルフリーコンプレッサ「ⅰ14000シリーズ」の置き換えで、その効果の最大化につなげている。
ッサの電力測定から最適な運用提案までトータルで支援している。独自構造の水潤滑のオイルフリーコンプレッサ「ⅰ14000シリーズ」の置き換えで、その効果の最大化につなげている。
同社ではコンプレッサの電力使用量削減に貢献するため、最初の段階として、電力測定を無償で行う。狙いは「稼働状況を『見える化』しないことには最適な提案はできない」(産機販売推進室の彌永真稔室長)ためだ。
その測定方法も営業担当者が行うものから産機販売推進室が行う複合的な手法に基づくものまで多岐にわたる。「顧客の要望にもよるが、概ね1週間程電力量を計測する」。そこでデータを分析し、その結果を踏まえた詳細なレポートを提出することもあるという。必要であれば「圧損が起きていれば圧力測定も行うし、エア漏れの査などを行うこともある」。

その分析結果に基づき、コンプレッサの最適運用方法を提案する。インバータ機種への置き換え、低圧化の提案や、台数削減、時には配管の改善提案まで行う。彌永室長は「電力料金の高まりを受け、電力測定ニーズは強い。年数百件程度は対応している」と言う。
こうしたさまざまな改善方法を提案している中でも効果が大きいのが、独自の水潤滑式オイルフリーコンプレッサへの置き換えだ。
水潤滑式は他のオイルフリー式とは異なり、冷却、潤滑、シールなどオイルが必要な作動も全て水で行う「100%のオイルレス」(彌永室長)と言える方式。インバータ制御にも最適で、その省エネ効果は大きい。
「効果はお客様の使用環境によって異なるため、一概に言えない」というものの「同じオイルフリー機種の一定速機と比較して、ある条件下では37kW機種で、二酸化炭素で28t、電力料金にして192万円の削減効果がある」という。さらに、100%オイルレスのため、ドレン水の油水分離の作業も必要なくなる。

彌永室長は「電力測定による改善効果は使用状況で異なるが、実施したほうが望ましいと考えられるお客様は多い。販売店の方々とは同行販売の中で、電力測定の必要性を相談しながら進めたい」としている。
日本産機新聞 2025年7月5日号

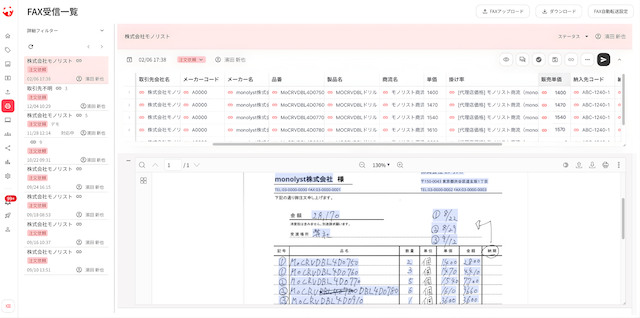
商流ごとの掛け率設定も自動化 スタートアップのmonolyst(東京都渋谷区、03・6683・4068)はこのほど、同社が提供する機械工具商向けAIセールスプラットフォーム「monolyst(モノリスト)」に価格設定を自 […]

山善は、家庭機器事業部のEC専用の新たな物流拠点「ロジスEC関東」(埼玉県白岡市篠津3110‐1)を新設。今年4月の本格稼働開始を予定している。 家庭機器事業部においては、オフィス・店舗向けECサイトの「山善ビズコム」や […]
トピックス
関連サイト


![]()