
アジア地域は歴代最高額を記録 日本工作機械工業会(日工会、坂元繁友会長・芝浦機械社長)はこのほど、2026年4月の工作機械受注額が前年同月比45・1%増の1889億6700万円になったと発表。先月の1934億7000万円 […]
【Innovation!】ツーリング
高度化するニーズに対応
工作機械と切削工具をつなぐツーリング(工具保持具)は切削加工においてなくてはならない重要な要素の一つ。メーカー各社は、コレットチャック、ハイドロチャック、焼き嵌めなど様々な方式で、振れ精度や剛性、作業性の向上などに取り組んでいる。近年では人手不足や生産性の向上などで需要が拡大している自動化などに対応する製品などの開発にも注力している。今回の「Innovation!」では切削加工現場の課題を解決する最新のツーリングを紹介する。
PART1:エヌティーツール「焼き嵌めホルダから置き換え」
PART2:MSTコーポレーション「工具性能を最大限に発揮」
PART3:大昭和精機「中〜仕上げ加工に最適」
PART4:日研工作所「高精度加工から部品加工まで」
PART5:ハイマージャパン「高剛性かつ振動軽減」
PART6:ユキワ精工「省資源、省エネルギーに」
PART7:レゴフィックスジャパン「高い振れ精度を実現」
PART8:記者の目
PART1
エヌティーツール「焼き嵌めホルダから置き換え」

スリムハイドロチャック「PHC・SB型」
次世代を担うNewスタンダードとして、既存の焼き嵌めホルダからの置き換えを目指し開発。
ハイドロチャックは繰り返し精度に優れ、独自の油圧室構造で優れた防振性を持つ。レンチ1本で簡単にチャッキングでき、焼き嵌めチャックと比較して安全かつ簡単な操作性で習熟度の浅い作業者でも安心して使用できるのが特長だ。旧型のPHC・SAと比べ、細身設計を追求しており、干渉のあるドリル・リーマ加工やボールエンドミル仕上げ加工、5軸のボールエンドミル仕上げ加工に最適。そのほか、クーラント吐出方法のバリエーションである「ブラスターシリーズ」、刃物外径に沿ってクーラントを供給する「PHC・SB-C」、独自の遠心力拡散防止方式でクーラント供給する「PHC・SB-NC」もラインアップ。
スペック
- 対応シャンク:BT30〜50、WBT-AHO30A〜50A、HSK40A~100A、C6、UTS5040~6350
- 把握径:φ3~25㎜
- 突出し長さ:70~195㎜
- 最高回転数:40,000min-1
PART2
MSTコーポレーション「工具性能を最大限に発揮」
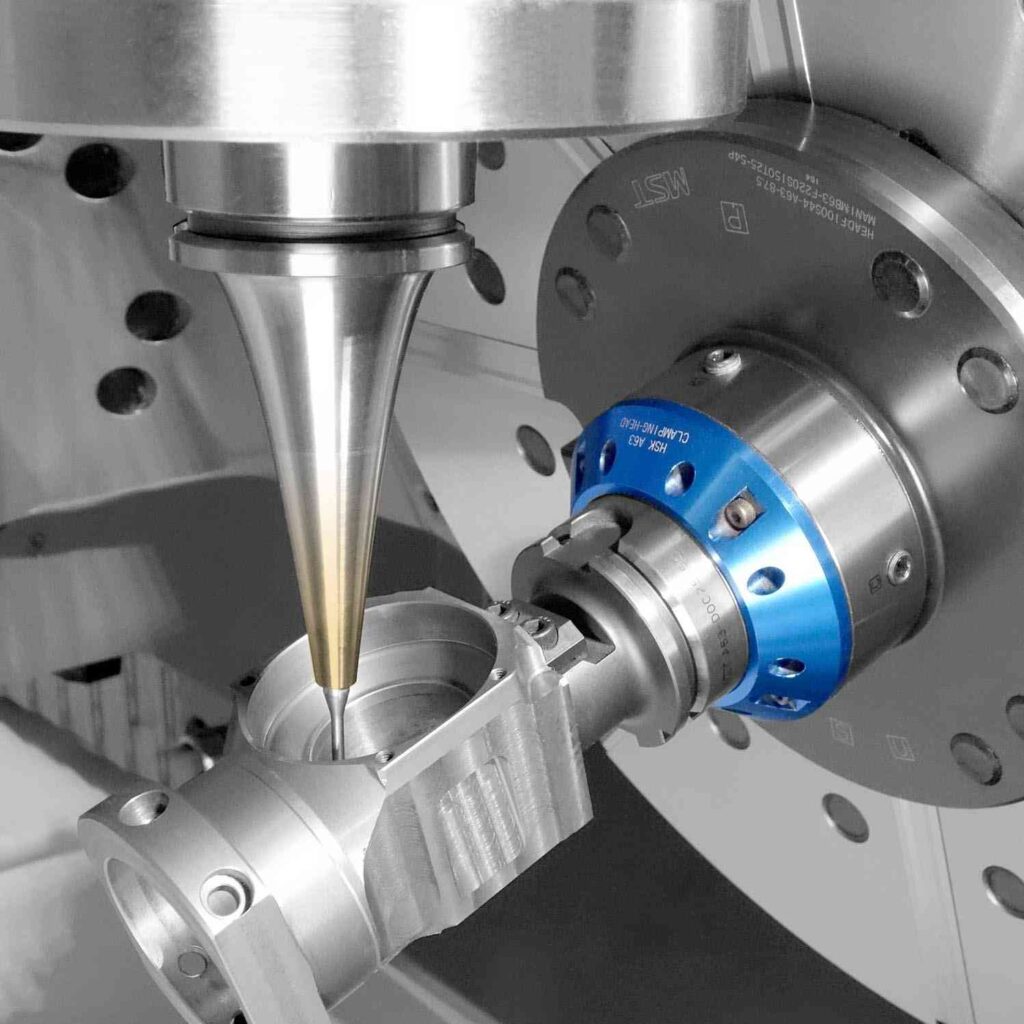
焼ばめホルダ「スリムライン」
ホルダに求められる精度、剛性、把握力、バランス、クーラント供給を兼ね備えた究極のホルダで、マシニングセンタや切削工具の性能を最大限に発揮できる。
金型や部品加工における、深彫り、立壁、5軸、微細精密、鏡面、高速重切削、難削材、クーラント供給での穴あけ加工など様々なシーンで、「工具の長寿命化」「加工品位の向上」「加工のスピードアップ」など、コストダウン、加工改善に大きく貢献する。
ホルダ材料は独自に開発した専用の特殊鋼。3000回繰り返しても性能は劣化しない。
また、4000種類の豊富な形状をラインナップ。同社ホームページからCADデータをダウンロードして干渉チェックができるので、加工に最適なホルダが迷わず簡単に選択できる。
スペック
- 対応シャンク:BT30〜50、HSK-A40〜125/E25〜50/F63〜80、15T/S20T/RS20、ストレートシャンク
- 把握径:φ3〜32㎜(インチサイズ 1/8〜1インチ)
- 突出し長さ:35〜345㎜
PART3
大昭和精機「中〜仕上げ加工に最適」

ハイドロチャック
作業性、精度面でコレットチャックと対をなす、油圧式チャックホルダ。あらゆる機械主軸に対応した各種ハイドロチャックをシリーズ化している。
自動車部品加工や金型加工をはじめ、5軸加工機などによるタービンブレード等、中〜仕上げに特化した高精度加工用だ。
チャック本体とクランプスリーブを一体化した構造により、剛性が高く、安定した精度が得られる。また、2カ所の油圧室による2点支持の締め付けと、短い突き出し長さにより一層の振れ精度を向上させた。振れ精度は、4D先端で3μm以下(繰り返し芯ズレ精度1.5μm以下)の高精度を実現。4D先端1µm以下の超高精度「UPタイプ」も用意している。
誰でも、狭い加工機内でも、レンチ1本で簡単に着脱できるので、高品位加工を維持できる。
スペック
- 対応シャンク:BBT30〜50、HSK-A40〜100/E25〜50/F63、C5〜C6㎜、ST20〜32、SL19.05〜5.4
- 把握径:φ3〜42㎜
- 突出し長さ:40〜250㎜
- 最高回転数:60,000min-1
PART4
日研工作所「高精度加工から部品加工まで」

ミニミニチャック「アドバンストα」
コレットチャックの簡便さを有しながら、高精度エンドミル加工や極小径ドリル加工、最高3万回転までカバーする高速回転加工等を可能とし、精度が要求される金型加工や小物加工、半導体関係の部品加工まで、あらゆる製造現場で威力を発揮する。
ナットを使わず、コレットをスピンドル側から直接引き込む構造により、高い振れ精度と強力な口元締まり、スリムなボディを実現。高圧クーラントスルーにも標準対応する。
振れ精度は4D先端で3μm。先端径は、MMC4で15㎜、MMC8で20㎜、MMC12で30㎜。
スペック
- 対応シャンク:BT40~50、HSK63A〜125A
- 把握径:φ6~32㎜
- 突出し長さ:70~200㎜
- 最高回転数:25,000min-1~33,000min-1(G2.5)
PART5
ハイマージャパン「高剛性かつ振動軽減」

パワーシュリンクチャック
開発コンセプトは洗練されたデザインにより、高剛性かつ振動を減らし、低速から高速加工時に最高の加工性能を発揮することで機械主軸と工具を保護することができる。
さらに、高剛性、振動軽減、高把握力で高速加工と重切削加工に適合し、より高い切削速度、高い送り、大きな切込み深さで加工能力の向上を図る。精密バランス済みで加工の面粗度向上と機械・主軸・工具を保護し、高い加工精度を実現できる。
高性能な焼きばめ装置「HAIMER Power Clamp」で加熱することで最大の性能を発揮し、コレットなど消耗部品もなく高いコストパフォーマンスを発揮。
チタンやインコネルなど耐熱合金加工で、剛性と振動特性に効果を示し、アルミ合金では高速切削で高い生産性を実現。
スペック
- 対応シャンク:BT40~50、HSK63A〜125A
- 把握径:φ6~32㎜
- 突出し長さ:70~200㎜
- 最高回転数:25,000min-1~33,000min-1(G2.5)
PART6
ユキワ精工「省資源、省エネルギーに」

スーパーG1チャック
「スーパーG1チャック」は切削加工の高精度化へのニーズに応えるため、長年培ったコレットチャックの技術を駆使して開発した。高い振れ精度、高い剛性、高い把握力を特長としている。
実際に「スーパーG1チャック」を使ったユーザーからは、「切削工具が長持ちするようになった」、「加工ワークの面粗度が上がった」、「加工速度を上げることができた」、「加工音が静かになった」などといった多くの喜びの声が寄せられている。特に自動車や一般部品の切削加工などに適している。
また、適切なツールホルダを選定することによって、省資源や省エネルギーにつなげることができる。「スーパーG1チャック」はこうした環境対策としても効果を発揮するツールホルダで、現場改善に貢献する。
スペック
- 対応シャンク:BT30~50、BBT30~BBT50、HSK40~63
- 把握径:φ1.0~32.0mm
- 突出し長さ:45~180mm
- 最高回転数:25,000min-1
PART7
レゴフィックスジャパン「高い振れ精度を実現」

圧入式ツーリングシステム「powRgrip」
「powRgrip(パワーグリップ)」は、振れ精度3μm以下で優れた振動減衰性を持つ圧入式ツーリングシステム。専用の圧入ユニットを使ってコレットをホルダに圧入(押し込む)するため、新人からベテランまで誰が作業を行っても同様の精度・品質を実現可能。圧入は約8秒で完了し、熱などが発生しないため非常に安全に作業できる。
トルク伝達力(把握力)は最大で1100Nmで、焼きばめやハイドロチャックの倍以上の性能を誇り、その優れた振動減衰性と併せてビビリの無いスムーズな加工が可能。送りや回転数を高めて生産性を向上させたり、工具寿命を延長させたりできる。また、ホルダとコレットは2万回使用後も精度と把握力が変わらない。無償でホルダ、コレット、本体を貸し出すテスト&トライアルプログラムも実施している。
スペック
- 対応シャンク:BT、SK、CAT30~50、BBT30~50、HSK-A32~125、HSK-E20~63、HSK-F63
- 把握径:φ0.2~25.4mm
- 最高回転数:90,000min-1(HSK-E20、25)
PART8
記者の目
切削加工現場において、工作機械や周辺機器、切削工具などの生産財メーカーに要求されるニーズはこれまで以上に高度化している。その背景にはいくつかの要因が挙げられる。
一つは少子高齢化による熟練作業者の減少。熟練作業者が減り、これまで長年の経験で蓄積したノウハウや知見でこなしていた加工も機械化、自動化しなければ対応できなくなりつつある。
また、もう一つは新しい加工ニーズの増加だ。自動車の電動化や半導体需要の拡大などによって、加工ニーズが変化。これまでにない新しい素材の加工や、微細で複雑な加工などに取り組まなければならなくなっている。
こうした切削加工現場の課題を解決するために、生産財メーカーは新しい製品や加工技術を開発している。各社、微細加工機や5軸加工機などの高性能な機械やこれらの機械に対応する切削工具などを開発し、提案している。
その中でも特に重要な役割を果たしているのが、機械と工具をつなぐツーリングだ。工作機械や切削工具の性能を最大化するのはツーリングとも言われている。ツーリングメーカー各社は振れ精度や剛性、作業性を向上させたり、自動化に対応させたりするなど、新しい加工ニーズに対応した製品を開発している。
市場の変化に伴い、新しい加工ニーズが次々と登場している。加工機械や工具だけでなく、高度な加工を支えるツーリングの進化に今後も注目したい。
日本産機新聞 2022年7月20日

機械工具や鋼材を扱う精工産業は昨年7月、ユーザーの測定業務を請け負う「計測技術室」を開設し、測定や検査分野を強化している。同事業を立ち上げた鈴木浩司常務取締役は「測定や検査業務のニーズの変化を感じる」と話す。自動化や効率 […]
「オートバランサ」、「AEセンサシステム」 最終工程に近い研削加工では、常に高い加工精度が求められる。しかし、機械の振動で精度が低下してしまうことがある。その最大の理由が砥石の摩耗などによって砥石のバランスが悪くなること […]
トピックス
関連サイト


![]()