
水道直結型を開発、最大冷却マイナス8度 熱がこもる場所や化学薬品工場など火気厳禁エリアでの使用をメインに熱中症対策や静電対策として開発したのがミスト発生装置「クールミスター(ACMシリーズ)」だ。同社のエア駆動式工場扇シ […]
<特集>切削バリレス・バリ取り工具・機器
切削バリ 発生の原因百様
ケースに応じる除去工具

切削工具は「産業のコメ」と評されるように販売店にとっても重要な商材だ。微細や長寿命、高硬度化対応工具などニーズに応じた新製品が次々と生み出されている。そんな多様なニーズに応える製品がある一方、多くユーザーが困っているのが切削で生じるバリへの対応だ。いかにバリを抑え、出たバリを除去するかなど、切削バリに関する課題は多い。切削工具を販売するうえで、加工ニーズや新製品を知ることと同様に切削バリを熟知することは不可欠な要素と言える。本特集では「切削バリ」に焦点を絞り、その発生要因や抑制方法、除去方法などについてまとめた。また、バリ取り大学学長で、関西大学の北嶋弘一名誉教授に販売店が提案する際に意識すべき点について聞いた。
課題解決でユーザー深耕

切削バリの種類(表①)
- ポアソンバリ
切削開始時に出るバリで、エントランスバリとも呼ばれる。基本的にロールオーバーバリよりは小さくなることが多い。 - ロールオーバーバリ
切れ刃がワークから離れる際に生成されるバリ。切り粉がワークから離脱しないで残った切り粉の一部ともいうべきもの。バリとしてはポアソンバリより大きくなる。 - 引きちぎりばり
ワークのエッジ部でせん断によって引きちぎり現象で出るバリ。突っ切り加工の開始時やねじ切りの加工終了時に出やすい。 - 切断バリ
突っ切りや鋸引き加工で、切断終了時に切断面の中心部にへそ状に残るバリ。
ユーザーに聞くべきポイント
- ワーク材質(アルミ、SUSなどの材質を聞く)
- 工具選択(材質に最適な工具、形状を選ぶ)
- 加工条件(最適な送り、回転数、切込みを模索する)
- ツールパス(ロールオーバーバリをポアソンバリに)
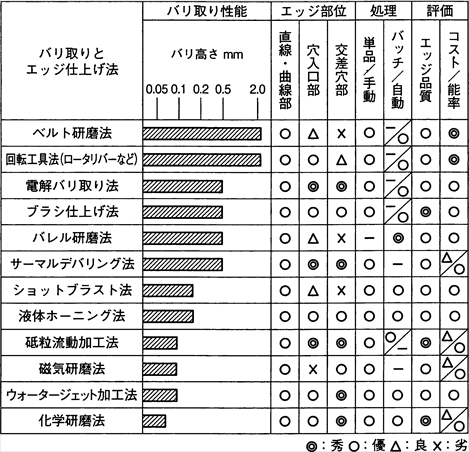
バリ取り・エッジ仕上げ技術の特性比較(表②)
「バリ取り・エッジ仕上げ大全」(北嶋弘一著)より転載
バリは小さく出す
切削加工は旋削、フライス、穴あけに大別されるが、発生するバリやその要因は異なる。発生するバリは表①の4種類に分かれる。中でも多くの加工でよく発生するのが、ポアソンバリとロールオーバーバリ。北嶋教授は「基本としては、大きくなりがちなロールオーバーバリを小さなポアソンバリに置き換えていくことが重要」と指摘する。「大きすぎるバリは除去できる方法が少なく、小さいバリは除去する方法も多い」からだ。
発生要因は多数
では、それぞれの加工でバリの発生に影響を与える要因は何か。
旋削加工やフライス加工では①工作機械の剛性や精度②工作物の材質③形状や摩耗など工具の種類④送りや回転数など切削条件などの4つが相互に影響を与えあう。つまり、これら4つの条件を最適に選択できたときにバリをうまく抑制できるというわけだ。さらに、穴あけ加工はこれらの4つのほかに⑤切削温度などの切削現象も加わるため、なおさら発生のメカニズムも複雑なものになる。
バリをいかに抑えるか
これらの要素が複雑に絡まり合い、発生するバリ。どうバリを抑えるか。抑制方法は工程によって①製品設計などの事前対策②工程設計などの当座対策③加工現場の事後対策の3つに大別される。
事前対策の製品設計では、バリ発生を少なくするために、材質や形状を考慮したりする。この工程はユーザーの設計者が担当する領域のため、販売店が提案するには難しい部分もある。
工程変更でバリ抑制
一方、当座対策や事後対策では、それぞれ生産技術や加工現場の対応となることが多く、比較的販売店でも提案しやすいところだ。では、どのようなバリの抑制方法があるのか。
工程設計段階では加工工程の変更だ。例えば穴あけ加工で交差穴の加工順序を変更することで、バリを取り易い部分に出すことも可能だ。重ね削りなども一つだ。重ね削りは必要なワークの外側に受け台(捨て材)を付ける。捨て材にバリを発生させることで、必要なワークにバリを発生させないやり方だ。また、ドリル加工からパンチ加工に変更するなどの加工方法の変更なども提案のひとつだろう。
加工条件変更でバリ抑制
販売店が提案しやすいのが加工現場でのバリ抑制方法だ。しかも「製品設計や工程設計でバリを考慮することが少なく、多くは現場にバリの処理が付回されている」(北嶋教授)ため、最も提案のしがいもある。
加工条件や工具の変更が有効なひとつだ。例えば、フライス加工では、刃数を増やして一刃あたりの切込み量を減らすことなども効果的だし、超硬工具からCBN工具に変えるなど、工具摩耗を減らすやり方などもある。工具のスクイ角を大きくすることで、切り粉の厚みを薄くすれば、バリを抑制できる。
ただ、北嶋教授もインタビューで指摘するように「加工効率を下げる可能性もあるので、ユーザーの意向をヒアリングする」ことが重要だ。
バリ取り法は千差万別
これだけバリを抑える努力を重ねてもバリは発生する。しかも、バリの種類は様々で、千差万別と言ってもいい。しかも、バリが発生する部分やエッジ部が必要になるなど、ユーザーの要望によってバリ取りの方法は異なる。
では、その除去方法にはどのような種類があるのか。表②には、どういったエッジ部位にそれぞれの技術が適しているのかなど、代表的なバリ取りエッジ仕上げの技術特性をまとめた。
販売店にとって、回転工具や専用工具、研磨布紙工具、ブラシ工具などが代表的なところだろう。電解バリ取り法やショットブラスト、バレル研磨あたりもなじみの深いところだ。しかし、液体ホーニングや、サーマルデバリング法などがハマることもある。顧客のバリが千差万別である以上、様々な除去方法の選択肢を持つことが必要だ。
————————————————————————————————————
バリ取り大学 北嶋弘一学長に聞く
バリを抑えるポイント
- バリを小さく出す
- ネガよりポジ刃
- 速度落とし、ダウンカット
- ツールパスを工夫

ひと口に切削バリと言っても千差万別だ。バリを抑え、除去しやすくするには、まずは何からヒアリングすべきなのか。バリの相談を受けた際に、何を問うべきなのか。工具販売店がユーザーにバリの抑制やバリ取りを提案する際に、最低限抑えておきたいポイントを、バリ取り大学学長で、関西大学の北嶋弘一名誉教授に聞いた。
―バリ抑制やバリ取りの相談を受けた際は、まず何を聞くべきですか。
「提案の前提として押さえたいのがワークの材質です。アルミなのか、ステンレスなのか。ワーク材質が何なのかがわからなければ何も提案できません。その上で意識すべきはバリの大きさや厚みです。高さ2㎜、厚み0・2㎜以上あるバリは取るのが難しくなります。小さければ除去方法も豊富なので、バリを小さくすることを意識して欲しいですね」。
―材質がわかれば次の段階は何でしょうか。
「最適な切削工具の選択です。材料が分かれば工具メーカーがあらゆる材質に最適な工具を出していますので、それを選びます。重要なのが切れ刃の形状です。バリはきれいな切り粉になれなかったものですから、バリ抑制はスパッと切り粉を出すことが重要になります。基本的にはネガ刃より、切削抵抗が低いポジ刃がバリ抑制には適しています」。
―次は加工条件ですよね。
「そうですね。まずは切削速度です。基本的には加工スピードが早すぎるとバリは出やすくなるので、加工速度を落とすことも一つの方法です。基本的には、切込みや送りは小さい方がバリは出にくいですから、大きな取り代は避けたいところですね。また、刃先の向きも重要です。フライス加工では、工具の刃先が上を向くアップカットより、刃先が下を向くダウンカットの方がバリは抑えられます」。
―効率が下がりそうです。
「バリ抑制と加工効率は相反する部分が多い。条件を上げればバリが出やすくなりますから。例えば、荒加工で加工条件を上げバリを出して、仕上げ加工で条件を落とし、荒加工で出したバリを削りながら抑えることも一つでしょう」。
―他に意識すべきポイントは。
「設計やCAMの部分になるので、販売店が提案するのは難しいと思いますが、ツールパス(工具経路)も重要です。ロールオーバーバリではなく、ポアソンバリになるようなパスを考慮してもらうべきです」。
「これまで述べてきたことはあくまで最低限のポイントです。切削バリはサイズや出方など千差万別です。また、効率を上げたい、バリを抑えたいなどユーザーが求めることも異なるので、販売店としては、先の条件に加え、最終的にお客様が何を求めているか、何をしたいのかを聞くことだと思いますね」。
北嶋教授略歴
1969年、関西大学大学院工学研究科修士課程修了、94年関西大学工学部教授。06年に同大学キャリアセンター所長、07年システム理工学部教授。砥粒加工学会会長、日本工学会フェロー、精密工学会フェロー・名誉会員、精密工学会副会長などを歴任。
日本産機新聞 平成27年(2015年)8月25日号


どんなワークでも均一な仕上がりを実現 バリ取りや下地処理を行うブラスト加工でも自動化需要が高まる。「アスコン」のブランド名で高品質なブラストマシンを製造する厚地鉄工は、特殊仕様の自動化設計に力を入れる。自動化といえば省力 […]
機械工具販売店のコハラ(静岡県焼津市、054・629・6226)は食品機械事業に参入する。子会社のエンジニアリング会社が充填機からシール封止までができる食品製造ラインを開発した。今後は同技術を生かし、食品だけでなく、医療 […]
トピックス
関連サイト


![]()