
レヂボン水魚会 支部総会を開催 日本レヂボン(大阪市西区、06・6538・0136)は6月10日、宝塚ホテル(兵庫県宝塚市)で関西支部と中・四国支部合同のレヂボン水魚会支部総会を開いた。グループ企業との連携による海外市場 […]
生産現場を訪ねて
ナブテスコ(神戸市西区)
進む情報の「見える化」
高速走行でカーブを制するブレーキ制御
国内シェア約50%の技術
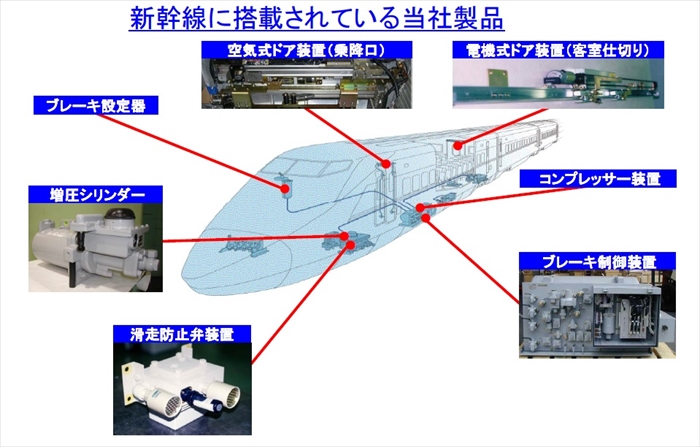
鉄道車両特集は、鉄道車両機器のブレーキシステム、ドア開閉装置をはじめ車体傾斜電磁弁装置、ポイント除雪装置、シート回転装置などいくつもの重要製品を製造するナブテスコ鉄道カンパニー神戸工場(神戸市西区)を訪問した。2010年10月に訪問して以来、丸5年ぶりの工場は、その当時から始めた製品と情報の流れを同期化した「見える化」を一段と進め、使いこなしていた。また、「教育」を原点にする「安全」製品づくり(鈴木通人工場長インタビュー参照)を地道に進めていた。「製品は指示(情報)があって動き、その情報が停滞してしまえば製品も停滞する。その状況は工程進捗管理システムにより工場の誰もが見える状態にした」と、鈴木工場長がインタビューの中で答えている。多種多様な鉄道車両製品を生産する現場は、活気に溢れていた(12月4日、同社神戸工場)。
機会加工はFMS、組立はセル方式
まず、神戸工場で生産している製品を紹介したい。
図1はその主要製品。機械業界に関連する加工部品に絞って紹介した。以下はナブテスコの生産品目。車体の下に位置する機器・装置など鉄道車両を支える製品が多くを占める。
ブレーキ周りは、基礎ブレーキ、制御装置、制御器(含ABS機能)、速度センサ、電動空気圧縮機、除湿装置、インバーター、空気タンク、などを生産する。他に、ドア開閉装置、空気管開閉器、高さ調整弁…などいずれも鉄道車両に欠かせない重要製品を多品種変量生産(年産450台の空気圧縮機装置から同67000個の合成制輪子まで)で作っている。
耳のツーンをなくしたのもナブテスコ
制御関連は同社の基礎技術モーションコントロールが開花したものばかり。その中で、断トツシェアを持つのは、鉄道車両用ブレーキ制御装置と鉄道車両用ドア開閉装置の2点。ブレーキ制御装置は、国内シェア約50%、ドア開閉装置は実に70%を有する。
そのブレーキ装置の特長を同社は、「鉄道は、複数の車両を連結して同時に走行させる。このため、エンジンや電動機を持たない車両にもブレーキをかける必要があり、常用・非常用のエアブレーキ、回生ブレーキなど、異なるブレーキシステムを採用。車両の速度と重量、路面状況をリアルタイムに計算し、各ブレーキ・ABS制御を最適にコントロールするのがナブテスコの制御技術」としている。
また、ドア開閉装置は、新幹線がトンネルに入るたびに耳をツーンとさせていたのを気密性の高い特殊ドアを開発し、皆無にした。新幹線のすべての車両は、ナブテスコ製ドア開閉装置が採用されている。
もう一つ、N700系に採用された製品がある。それは車体傾斜電磁弁装置。
日本の新幹線は、国土が狭いため、直線を走るところが少なくカーブが多い。そのたびに減速・加速をしていたが、同社は、モーションコントロール技術と空気圧技術をベースに車体傾斜電磁弁装置の製品化に成功した。
その方法は、「線路のカーブ情報を持つ各車両の車体傾斜制御システムからの指令により、空気バネに圧縮空気を供給して、カーブを曲がる際に車体を傾けることで速度アップを図る」としている。東京‐新大阪間の所要時間を5分も短縮させたのは同社の技術の高さにある。

月産数万点の部品を内製
多品種変量の生産現場
これら製品群を神戸工場と一部、西神工場で生産をしている。
神戸工場の敷地面積は、2万7000㎡、鉄筋コンクリート4階建ての床面積は2万9000㎡で、1階が受入・機械加工工場、3階が組立エリアになる。
協力会社で生産する部品や装置、購入部品は、1階の受入検査職場では、現品票のバーコードを読み取りし、検査要否を判定仕分けしたのち、検査に必要な図面等をモニターに表示し、検査する。「一度、合格した購入品でも不良を出せば、オンラインで即、検査対象に切り替わる。」(鈴木工場長)、検査合格した購入品や内製品はその他の製品と同様に3階の部品管理センターに送付され、WMS方式(Warehouse(倉庫)Management Systemの略。倉庫管理システムという)で入出庫する。部品は、棚番固定でなく自由自在に空いているところに入庫するフリーロケーション管理。
常時、2~3,000品目の部品を管理している。「内製では、毎月数万点の部品を機械加工している。部品精度は、100分の1か2ミリ。なかには研磨を入れるものもある。「油圧機器に比べ精度は低いが、内部残留切粉やバリ残りには大変神経を使っている。」とは、鈴木工場長。通常製作期間は1カ月であるが、新規に作る場合は、一から始めるため、半年掛かるものもある。
機械加工工場の設備は、約35台。2010年の訪問当時とあまり変っていない。中心設備は2本のFMS(フレキシブル・マニュファクチャリング・システム)で、5軸加工機とマシニングセンター(MC)の組合せと立形、横形MC複数台のシステムになっている。また、産業ロボットと横形MCを組み合わせたブレーキ制御用管座加工もある。管座加工は、アルミの圧延材(厚さは25mm、大きさ250×300mmと800×1500mm)に空気通路をつくり、6mm厚のアルミ板を接着しているもの。鉄道車両のブレーキ精度を格段に高めることに繋がった一品のシステムは、競争力を持つ。

最終的には人間の技量
専用治具を標準治具へ
生産現場は、専用治具が多い。物流棚に並ぶ治具は多種多様。5軸加工機やMCで加工する複雑形状のワークが多く、専用治具が同社の競争力の道具であり、同時に泣き所になっている。
「鉄道車両部品は、息が長く、鉄道車両が動いている限りメンテナンスのために部品を供給しなければならない。例えば、首都圏で走っていたものがローカル線で使われ、さらに中古車両として日本から東南アジア等に輸出されるものもある。これはビジネスチャンスであり、そこの強化を図っている」とは鈴木工場長。専用治具から標準治具に置き換える改革を行なっている。工場内の掲示板にQCDへの取り組みとして、「新要素技術の取組み」「品質向上への取組み」「工程集約事例」などを表示し、加工の改革を促がしている。

進捗管理システム
以前と変わったところは、加工の進捗状況が「見える化」になった。
モニターには、加工機種ごとに加工指示を表示する。例えば、B‐16の工作機械は、いつまでに、何個作るという工程情報が色分け表示される。
また、毎日の加工数量と実績を表示し、現状と先々の負荷が工程毎に確認でき、負荷の高いところや低いところがあれば生産計画の見直しを図る。
組立はセル方式
組立は、ラインでなく「セル生産」方式を採用している。セルは、組立作業台と性能試験機がセットされ、モニター付き。作業指示書のバーコードで読み取らせ、組立てに必要な作業標準書や検査要領を画面に出るようにしている。
また、技術部が使っている図面や組立課の標準書の最新版をサーバーで共有し、差し替えミスをなくしている。昔は、「検査結果を作業者が確認し、間違うことがあった」ようだが、今は自動検査、自動判定、自動記録をし、膨大な紙データをなくした。ここでも競走力を高めた。
機械化と「見える化」でナブテスコは鉄道車両製品の「安全性」を高めながら「機械化、自動化は進んでも最終的には人間がどれだけの技量を持っているかで品質は決まる」と、鈴木工場長。スキルを高める挑戦の日々が続く。
会社概要
本 社:東京都千代田区平河町2-7-9 JA共済ビル
設 立:2003年9月29日
資本金:100億円
代表者:小谷和朗氏
売上高:2,196億5,700万円(2015年3月期)
うち輸送用機器事業:613億円(27.9%)
従業員数:単体2,102人(同)
連結5,552人(同)
鉄道車両生産拠点:神戸工場、西神工場(舶用機器、油圧機器)
主要製品:鉄道車両用ブレーキシステムやドア開閉装置の他、精密減速機、舶用エンジン遠隔制御システム、航空機用フライト・コントロール・アクチュエーション・システム、パワーショベル用走行ユニット、建物用自動ドア等
日本産機新聞 平成27年(2015年)12月15日号


三洋工具(東京都品川区、小野昌晴社長、03・3490・6821)はこのほど、軟質ゴムの切削加工に特化した超硬エンドミル「VMQE」を開発・新発売した。シリコンゴム、ウレタンゴム、クロロプレンゴムなど多様な素材に対応する。 […]

カーボンニュートラル実現に向けた動きが世界的に広がる中、製造現場でも省エネの重要性は増している。メーカーも電力使用量やCO2排出削減につながる製品の開発に力を入れる。オイルを使わないコンプレッサやエア漏れを可視化する製品 […]
トピックス
関連サイト


![]()